A vertically integrated packaging ecosystem — from FSC-certified raw
materials to precision-finished products delivered to the world’s most demanding brands.
All raw materials from forests with verified responsible management protecting biodiversity and ecosystems globally.
Certified pulp processed into paper and board the blank canvas for everything that follows in our production.
Colour management, Kodak CTP plate-making, and Epson proofing achieving exact brand specifications before printing begins.
7 high-speed sheet-fed machines including two 8-colour presses volume, consistency, and exceptional quality at industrial scale.
Die-cutting, folding, gluing, spot UV, hot stamping, lamination transforming flat sheets into finished packaging.
Leading FMCG, food chain, pharmaceutical and semiconductor brands worldwide packaging that meets the most demanding standards.
Every stage under one roof no outsourcing, no quality gaps, from
plate-making to finished product.
Where precision begins colour management, plate-making, and design accuracy before a single sheet is printed.
High-speed offset printing with advanced multi-colour capability exceptional quality at industrial volume.
Comprehensive finishing operations transforming flat printed sheets into functional, retail-ready packaging.
The details that make packaging unforgettable specialty finishes that elevate brand presence on shelf.
Full in-house control means faster turnaround, tighter quality, and lower total cost we don’t outsource any step of the production chain.
Tailor-made packaging across multiple materials and formats
designed to meet branding, functional, and sustainability
requirements.
Custom-shape printed cartons and boxes from responsibly sourced paper. Full range of weights, finishes, and structural configurations.
Offset laminated cartons and innovative point-of-sale materials (POSM) that combine robust product protection, premium aesthetics, and impactful brand visibility for cosmetics, gourmet food, electronics, and retail applications.
Advanced UV-printing on clear packaging spot UV, hot stamping, matte or gloss lamination for eye-catching retail displays.
In-house premium finishing combining robust protection with luxury aesthetics. Perfect for high-end retail packaging in cosmetics, gourmet food, and electronics.
Certified medical-grade packaging for surgical gloves and disposable products precision boxes meeting strict hygiene and certification standards.
Custom-designed, sustainably produced takeaway packaging for food chains with reliable distribution capability to meet high-volume operational demands.
Every product is tailor-made. We work with your brand, structural, and sustainability requirements from concept through to delivery not off-the-shelf solutions.
Sustainability is built into our production from the raw material to
the energy powering our presses.
Co-developed with global packaging partners the world’s first U-shaped paper straw for aseptic packaging. Replacing plastic straws across millions of beverage cartons.
Paper-based multi-pack holders replacing plastic ring carriers for beverage cans supplied to a leading global beverage company to eliminate plastic from their supply chain.
All paper and board sourced exclusively from FSC-certified forests. Every product we make carries the assurance of responsible material provenance.
Solar panels covering our entire 8-acre facility rooftop generating 1.1 million kWh annually and reducing 600+ tonnes of CO₂ per year.
8 advanced chimney extension systems managing and controlling production emissions part of our ongoing environmental management programme.
Powering a significant portion of our production with clean energy
Equivalent to planting over 25,000 trees every year
Working directly with brands on plastic elimination programmes
Beyond FMCG precision-engineered paper packaging for the
semiconductor industry, where tolerances are measured in
microns.
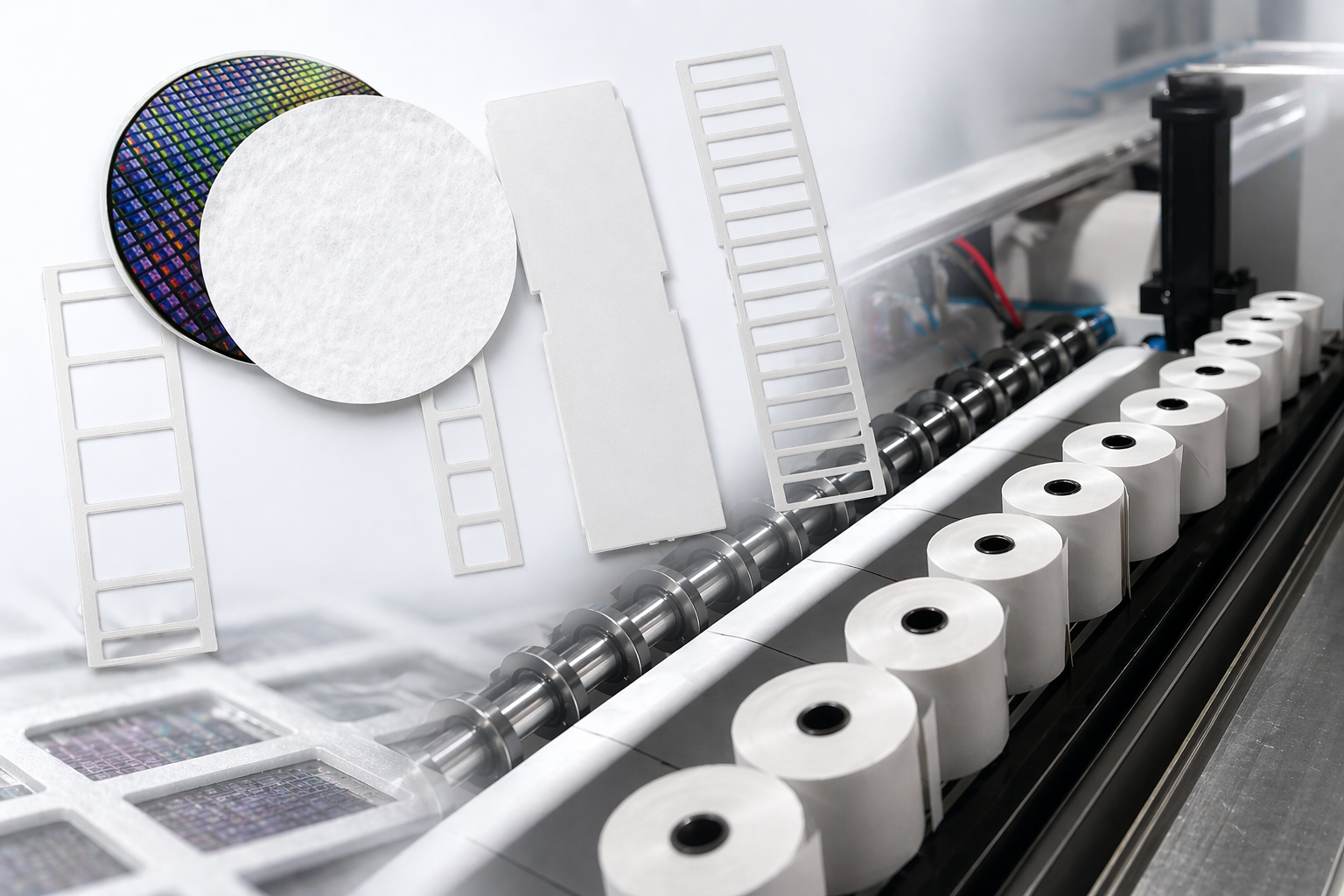
Semiconductor manufacturing demands packaging that protects chips and wafers during storage and transport without contamination, static, or dimensional variation. Our solutions meet these exacting standards.
Precision-slit to exact widths for automated semiconductor packaging lines consistent tension and surface quality.
Protecting sensitive leadframe components between layers preventing scratching, static, and contamination in storage.
Custom-dimensioned spacers providing precise separation and cushioning for semiconductor chips and wafers in transit.
Low-particulate boxes for cleanroom environments minimal off-gassing, precise dimensions, controlled moisture content.
From R&D to warehousing to direct mail fulfilment we support your
entire packaging lifecycle.
Collaborative development from concept sketches through structural prototypes to production-ready specifications working with your brief end to end.
Finished goods storage and inventory management reducing your working capital requirements and ensuring on-demand supply for your production lines.
End-to-end direct mail services for charities and international corporates printing, packing, and postal dispatch managed from our Melaka facility.
Contract repacking and product kitting assembling multiple SKUs into retail-ready configurations or promotional bundles for your supply chain.
These services transform us from a supplier into a strategic packaging partner one that supports your entire supply chain, not just the printing stage.
From R&D to warehousing to direct mail fulfilment we support your
entire packaging lifecycle.
The manufacturing heart — FSC-certified offset printing and packaging at industrial scale. Pre-press through premium finishing, all under one 8-acre roof in Melaka.
.The innovation arm — eco-friendly packaging components co-developed with global partners. Paper straws, cluster rings and aseptic packaging solutions.
The distribution arm — food service packaging and supply chain solutions for Malaysia and the region. Bridging manufacturing to market.
We are not just a printing company. We are a multi-industry packaging solutions provider
with both mass production and precision engineering capabilities serving many sectors
where quality is non-negotiable.
A global FMCG brand required colour-consistent retail cartons across multiple SKUs within tight timelines. FSC-certified materials ensured brand consistency and sustainability compliance.
Compliance & supply reliability
A leading glove manufacturer required UL-classified packaging with anti-microbial film across millions of units. Our process ensured zero-defect tolerance and strict quality assurance.
A pharmaceutical company required printed cartons with anti-counterfeit features and precise UV colour matching, meeting compliance standards across Asia and Europe.
A semiconductor manufacturer required micron-tolerance paper spacers and interleaving reels engineered to prevent contamination, control static, and protect sensitive components.
Sin Huat Press serves industries where packaging failure is not an option. From global FMCG supply chains to semiconductor cleanrooms to surgical-grade medical packaging, our capability spans the full spectrum from consumer mass-market to high-specification industrial. This is what makes us genuinely different.
Tell us your industry, your product, and your brief – we’ll find the
right packaging solution for you.